- PRODUCTS商品櫥窗
商品明細
【REV】CNC車床上的REV刮削刀具(鍵槽刀)
- 料號:REV200CNC車床上的REV刮削刀具(鍵槽刀)
商品詳細介紹Product Introduction
【REV】CNC車床上的REV刮削刀具(鍵槽刀)
REV BROACHING TOOL ON CNC LATHES


REV 系統的核心是FP 機械廠的專利偏心襯套(專利號1,394,481),它允許所有不具備Y 軸的車床進行刮削或插削操作,並相對於工件完全軸向對齊。它由刀具用鋼材製成,隨後進行了淬火和磨削處理。生產的襯套具有不同尺寸,可以在市場上所有類型的機器上使用。
刮削是一種幾乎必須始終完美地位於工件中心的加工過程,且誤差範圍僅為百分之幾毫米,但是由於機械耦合的原因,安裝的刀具與工件中心之間經常存在對稱性誤差。
REV 偏心襯套通過最大為Y + 0.5 和Y- 0.5 的旋轉運動,允許刀具進行百分位的移動。該調節範圍在很大程度上足以消除所有對稱性誤差。襯套的正面刻有一個刻度尺,每個槽口對應0.03 毫米的移動。刮削第一個工件後,如果檢測到誤差,將沿一個方向或另一個方向調整襯套以消除該誤差。僅當CNC車床不具備Y 軸時,才需要偏心襯套;如果車床具備Y 軸,則無需安裝偏心襯套,因為可以使用CNC功能進行精準定位。
REV 刮削刀具系統非常靈活,只需更換鑲件即可執行一系列內部輪廓的加工。使用CNC車床中可用的分度功能,可以執行方形、六邊形和內齒形輪廓的加工。
CNC 車床裝配
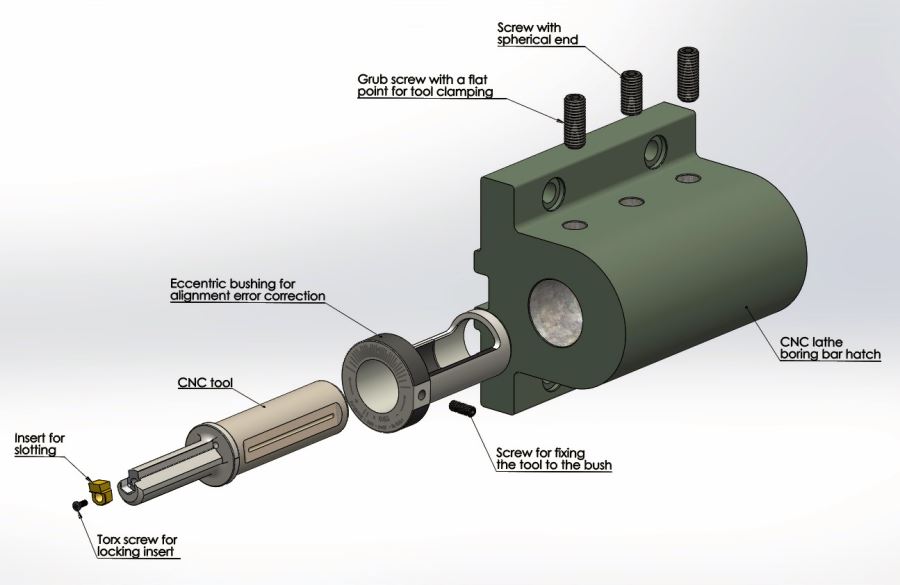
1. 將鑲件放入刀具外殼,用螺絲刀擰緊梅花形螺釘,將其夾緊;
2. 將刀具放入偏心套,將刻在刀具襯圈上的白色凹槽與襯套正面的0 對準;然後,擰緊襯套襯圈上徑向定位的夾緊螺釘,將刀具鎖緊在襯套上
3. 將由襯套和刀具組成的單元插入車床的鏜桿口內,然後擰緊球面端位於刀具套桿上定心槽內的螺釘,注意不要完全擋住刀具,最後擰緊兩個平頭定位螺釘。
在車床上使用的建議
為了輕鬆旋轉 REV 偏心襯套以進行對準校正,我們建議操作員在組裝工具時為襯套加油。
如果在加工的工件上檢測到對準誤差並且需要通過旋轉偏心襯套進行校正,我們建議首先鬆開螺釘(10)和(11),然後鬆開螺釘(8)。校正完成後,繼續擰緊第一個螺釘 (8),然後擰緊螺釘 (10) 和 (11)。
建議(但不是必須)加寬鏜桿艙口上的一個螺紋孔(盡可能精確),以便插入更大的平端平頭螺釘 (10),從而保證較大的支撐表面,並相應地完美的刀具定位。我們特別建議使用 16 毫米或更大的螺釘。
我們建議確保所有螺釘都具有夾緊工具所需的表面,使其完全平整且不會損壞或變形。否則,應立即更換新螺釘。
組裝過程中,必須將球形端螺釘 (9) 完全擰緊(不要用力),然後擰鬆兩圈,以便彈簧保持在工具上的負載。事實上,這些螺釘不會夾緊工具,而只是在偏心襯套旋轉期間將其固定到位。
商品備註說明Product Remark
歡迎您至REV官網www.revtool.eu 參考更多商品。
商品注意事項Product Notes
此項品牌全系列商品均有販售,若您需要相關商品,歡迎
聯絡我們。